23. 5. 2019
V dnešním článku bychom vám rádi stručně a přehledně vysvětlili výrobu hliníkových karabin pomocí fotogalerie z navštívené továrny v Asii.
Hliníkové karabiny se využívají převážně ve sportovním odvětví, ale najdeme pro ně uplatnění i v tom pracovním. Nejsou ryze z hliníku ale z hliníkové slitiny. Většina výrobců používá dobře dostupnou slitinu s označením Al 7075, která kromě hliníku obsahuje zinek, magnesium, měd‘ a chrom. Tato slitina se dá na trhu s materiály koupit v různých formách prutů, plátů nebo bloků, které se nasledně nařezají a popřípadě naohýbají dle specifikace a formy finálního výrobku.
Takto nařezané polotovary se vloží do nářadí na kování, které je upnuté v kovacím lisu, a ten svojí silou karabinu vyrazí. Kování je možné provádět v lisech za studena anebo za tepla (jedná se o velmi vysoké teploty v řádu několika stovek stupňů Celsia). Fotky níže jsou pořízeny z výroby, kde se používá kování za tepla, které dovoluje větší a komplexnější tvary než kování za studena.
Předehřívání polotovarů hlíníkové slitiny před kováním za tepla:

Nářadí pro kování za tepla s již vylisovanou karabinou:

Kování v lisu a již vykované výrobky:


Poté, co vykované polotovary vychladnou, se musejí dále opracovat. Následuje odstřihávání přebytečného materiálu. To je zpravidla prováděno v několika krocích, s ohledem na komplexnost výrobku a požadavcích na kvalitu finálního vzhledu.


Odstřižené polotovary karabin se v některých případech ještě částečně zabrušují. Následně potom putují do velkých vibračních kádí s malými oblými kameny. V těchto kádích dojde k zabroušení (opracování) malých ostrých hran po odstřihu. Zároveně dojde i k uhlazení povrchu karabin.
V dalším kroku dojde k vložení karabin do pece, několikahodinovému zapékání a následnému chlazení ve vodě. Tímto postupem se dosahuje požadovaných a především konzistentních parametrů z hlediska pevnosti. Tepelné zpracování má mnoho druhů a variant, které se používají s ohledem na opracovaný materál a požadovanou konečnou tvrdost. Každý výrobce si tuto technologii chrání a pracuje s různými variantami teplot a času.
Takto opracované tělo karabiny, má stále poměrně hrubý a "neučesaný" vzhled. Následuje tedy proces anodizace, kdy se karabiny nejprve upnou na velke držáky a následně se střídavě namáčejí do kádí s roztokem kyselin, vody a barviv.
Držáky pro anodizaci a proces anodizace:


Po anodizaci už tělo karabiny pomalu dostává svůj konečný vzhled, takže následují kroky k zajištění funkčnosti. Nejdříve je potřeba vyvrtat do těla karabiny díru pro nýt na spojení se zámkem. Zámky karabin jsou zpravidla vyfrézovány z prutů na speciálních obráběcích soustruzích. Protože se ale výrobci snaží vzhled a funkci zámků vylepšit, kovají je a následně je opracovávají na CNC frézách.
Frézování a nýtování:


Takto předpřipravené polotovary těla a zámku už zbývá jen smontovat a snýtovat dohromady a ověřit funkci a pevnost. Většina předních výrobců zatěžuje každou vyrobenou karabinu na předpínací hodnotu, která je pro práci ve výškách a lezení kritická. Proto je vetšina karabin předepnuta na hodnotu mezi 8 – 12 kN. U některých lehkých a malých typů karabin dochazí k deformaci těla již při relativně nízkých hodnotách. Z toho důvodu není možné každou karabinu předepnout na vyšší hodnotu. Dodatečně pak většina výrobců testuje určité množství karabin z každé série dle parametrů příslušné normy a údajů uvedených na těle karabiny.

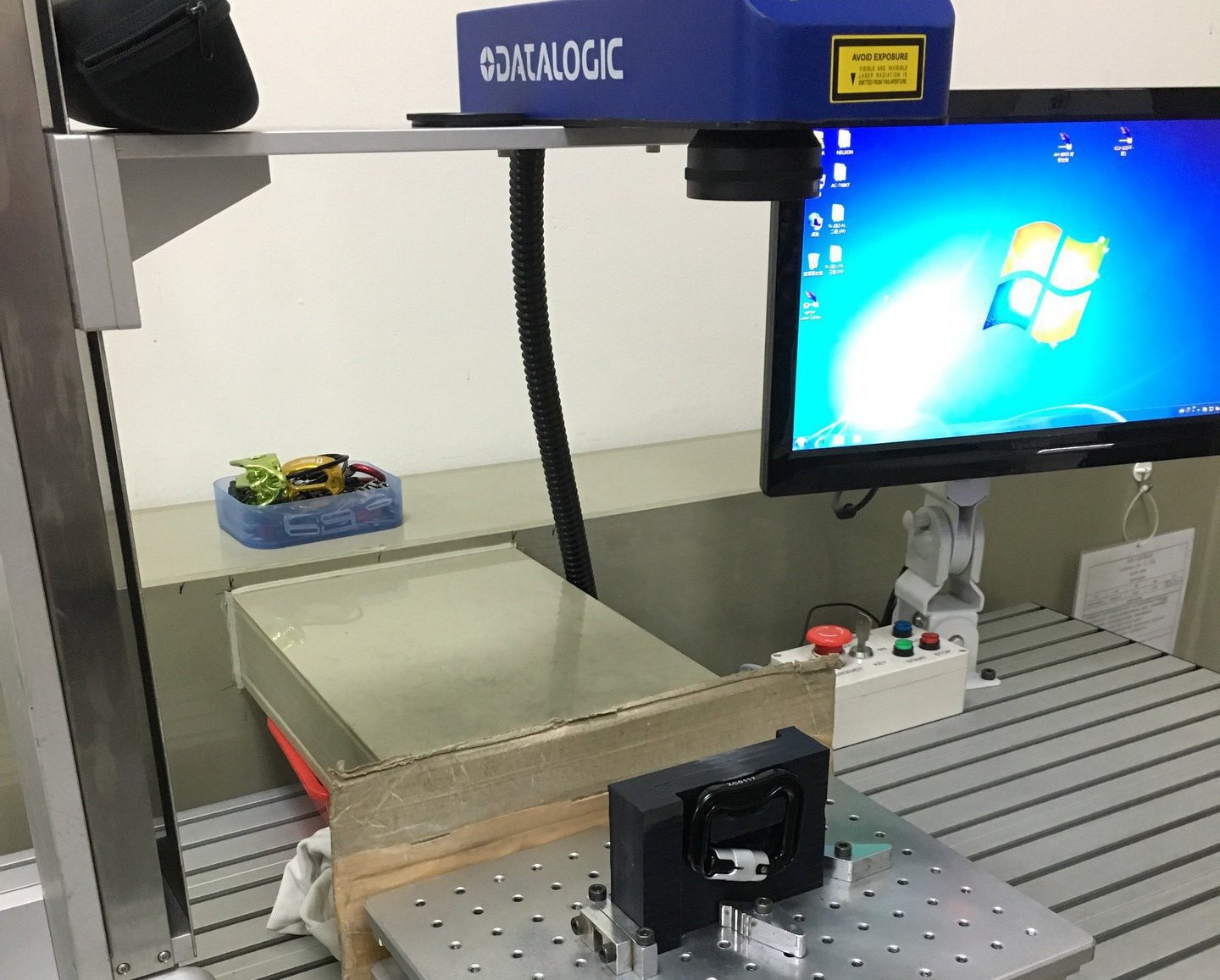
Posledním krokem je značení karabin výrobní sérií (příp. dalšími předepsanými údaji).

Pak už stačí jen přípevnit návod k použití, zabalit a vyexpedovat.